《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计

内孝古科极大半 板带生产工艺之辊型设计
板带生产工艺之辊型设计
内孝左科後大票 辊型设计的基本概念 轧制钢板时轧辊辊身形状直接影响轧件尺寸的精 确度,而轧辊辊身的实际形状并非是一直径均匀 的圆柱。 为了得到横断面厚度比较均匀的钢板, 可使辊面 预先略呈凸形或稍带凹入辊身中部与两侧直径 或)半径差,即轧制时轧实际凸出或世入的 数值,称为轧辊凸度, 辊身实际凸度,凸者为正,凹者为负。凸度的表 示为 △D=Dz-DB Dz、DB:辊身中部、边缘直径 轧辊形状称为 辊型,设计轧 辊形状的过程 称为辊型设计
一、辊型设计的基本概念 • 轧制钢板时轧辊辊身形状直接影响轧件尺寸的精 确度,而轧辊辊身的实际形状并非是一直径均匀 的圆柱。 • 为了得到横断面厚度比较均匀的钢板,可使辊面 预先略呈凸形或稍带凹入,辊身中部与两侧直径 (或)半径差,即轧制时轧辊实际凸出或凹入的 数值,称为轧辊凸度。 • 辊身实际凸度,凸者为正,凹者为负。凸度的表 示为 • △D=DZ-DB • DZ、DB:辊身中部、边缘直径 轧辊形状称为 辊型,设计轧 辊形状的过程 称为辊型设计
内孝左科孩大半 原始凸度(磨削凸度):在轧制中,轧辊的凸度受很 多因素的影响经常发生变化,轧辊磨削加工时所 预留的凸度(正或负)。 辊缝凸度:指轧制过程中辊缝中部与两侧的辊缝高 度差,辊缝凸度实际决定钢板横断面形状。 ·钢板轧机的辊型设计(两项内容) 确定原始凸度的总值及其在一套轧辊上的分配 ·确定辊面曲线的形式及其方程式
• 原始凸度(磨削凸度):在轧制中,轧辊的凸度受很 多因素的影响经常发生变化,轧辊磨削加工时所 预留的凸度(正或负)。 • 辊缝凸度:指轧制过程中辊缝中部与两侧的辊缝高 度差,辊缝凸度实际决定钢板横断面形状。 • 钢板轧机的辊型设计(两项内容) • 确定原始凸度的总值及其在一套轧辊上的分配 • 确定辊面曲线的形式及其方程式

的孝古科极大半 二、影响辊缝形状的因素 忽略轧辊本身的弹性变形 。 钢板横断面的形状和尺寸,取决于轧制时 辊缝(工作辊缝)的形状和尺寸,而轧制 时任何因素对轧辊凸度所引起的变化,都 将直接或间接地蚓引起辊缝形状和尺寸的相 应改变
二、影响辊缝形状的因素 • 忽略轧辊本身的弹性变形 • 钢板横断面的形状和尺寸,取决于轧制时 辊缝(工作辊缝)的形状和尺寸,而轧制 时任何因素对轧辊凸度所引起的变化,都 将直接或间接地引起辊缝形状和尺寸的相 应改变
为岁古种私大 (1)轧辊的热膨胀 轧制时高温轧件所传递的热量,由于变形功所转 化的热量和以摩擦(轧件与轧辊、工作辊与支承 辊)所产生的热量,都会引起轧辊受热而使之温 度增高。 。 冷却水、周围空气介质及轧辊所接触的部件,又 会散失部分热量而使之温度降低。 轧制中沿辊身长度方向上,轧辊的受热和散热条 件不同,一般是辊身中部较两侧的温度高因而 辊身由于温度差产生相对热凸度
(1)轧辊的热膨胀 • 轧制时高温轧件所传递的热量,由于变形功所转 化的热量和以摩擦(轧件与轧辊、工作辊与支承 辊)所产生的热量,都会引起轧辊受热而使之温 度增高。 • 冷却水、周围空气介质及轧辊所接触的部件,又 会散失部分热量而使之温度降低。 • 轧制中沿辊身长度方向上,轧辊的受热和散热条 件不同,一般是辊身中部较两侧的温度高,因而 辊身由于温度差产生相对热凸度
内孝左科孩大 四辊可逆或二辊轧机的有效热凸度 △t=K,a(Tz-TB)D a:膨胀系数,钢轧辊a=1.3×105/℃,铸铁辊a=1.1×105/℃ K:约束系数,当轧辊横断面上温度均匀分布时,K,=1, 当轧辊表面温度高于芯部温度时,K,〈I
四辊可逆或二辊轧机的有效热凸度 1 1 : 1.3 10 / 1.1 10 / ( ) 5 5 = = = = − − − T T T t Z B K K K a a a t K a T T D 当轧辊表面温度高于芯部温度时, :约束系数,当轧辊横断面上温度均匀分布时, , 膨胀系数,钢轧辊 ℃,铸铁辊 ℃
为崇古种私大半 (2)轧辊挠度 在轧制压力作用下,轧辊要发生弹性变形 轧辊的挠度:自轧辊水平轴线中点至辊身 边缘L/2处轴线的弹性位移轧辊的挠度。 热轧钢板时当轧件厚度较大,而轧制力不 太高时,只考虑轧辊的弹性弯曲 轧件较薄轧制力又很大时,还要考虑轧辊 的弹性压扁
(2)轧辊挠度 • 在轧制压力作用下,轧辊要发生弹性变形 • 轧辊的挠度:自轧辊水平轴线中点至辊身 边缘L/2处轴线的弹性位移轧辊的挠度。 • 热轧钢板时当轧件厚度较大,而轧制力不 太高时,只考虑轧辊的弹性弯曲 • 轧件较薄轧制力又很大时,还要考虑轧辊 的弹性压扁
内孝古科极大半 seTot0n 3
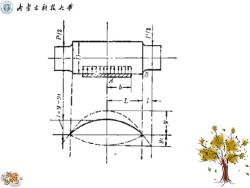
的孝左科极大学 对于二辊轧机辊身挠度Y Y=P.K K.=82D2L(2L+80-8助'(L-61+150(2L-6】 式中P一轧制力,牛顿; K。一轧银的抗弯柔度,mmkN; E一轧辊弹性模数,对铸铁轧辊E=(0.75~1.7)×103MPa; D—轧辊直径; L一辊身长度之半; 1一辊颈长度之半; b一轧件宽度
对于二辊轧机辊身挠度Y
内孝左科孩大半 二辊轧机为荒轧道次,尺寸精度不高,故 平辊即可。 四辊式轧机,支持辊的辊身挠度可用上式 近似计算(在保证D-/D支与B/儿值正确配 合的情况下) 过去认为当支持辊直径与工作辊直径之比 较大时,支持辊是弯曲力的主要承担者。、 工作辊之挠度近似地视为支持辊的辊身挠 度,这实际是不正确的
• 二辊轧机为荒轧道次,尺寸精度不高,故 平辊即可。 • 四辊式轧机,支持辊的辊身挠度可用上式 近似计算(在保证D工/D支与B/L值正确配 合的情况下)。 • 过去认为当支持辊直径与工作辊直径之比 较大时,支持辊是弯曲力的主要承担者, 工作辊之挠度近似地视为支持辊的辊身挠 度,这实际是不正确的
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(国内外钢轨车间介绍).ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt
- 安徽大学:《当代媒介素养》课程教学资源(教材讲义)媒介素养概论(共九章,著:刘勇).pdf
- 《当代媒介素养》课程教学课件(PPT讲稿)第一章 绪论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第七章 大众传媒的运行体制.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第三章 新闻评论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第九章 媒介对人的影响.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第二章 新闻.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第五章 广告.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第八章 受众.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第六章 大众传播媒介.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第十章 媒介素养教育.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第四章 娱乐.ppt
- 《冶金原理》实验课程教学大纲.doc
- 《冶金原理》课程教学大纲 Metallurgical Principle.doc
- 《钢铁冶金原理》课程授课教案(讲稿)08 钢液的二次精炼反应.doc