《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产

内孝古科核大羊 热轧薄板带钢生产 之中小型企业薄板带钢生产
热轧薄板带钢生产 之中小型企业薄板带钢生产
内孝花科极大美 中小型企业薄板带钢生产 ·叠轧薄板 。y 炉卷轧机 。行星轧机 2
2 中小型企业薄板带钢生产 • 叠轧薄板 • 炉卷轧机 • 行星轧机
内孝古科私大半 中小型企业薄板带钢生产 高速连续轧制的方法是当前生产薄板带钢 不利的 的主要方向,但它不是唯一的方向。 一面 宽带连轧机的投资大、建厂慢、生产规模 太大,受到资源和需要等条件的限制 随着发展中国家的兴起,随着工业先进国 家废钢的日益增多,随着较薄板还的铸造 技术的提高,中小型企业板带钢生产的方 法又将日益得到重视和发展 3
3 中小型企业薄板带钢生产 • 高速连续轧制的方法是当前生产薄板带钢 的主要方向,但它不是唯一的方向。 • 宽带连轧机的投资大、建厂慢、生产规模 太大,受到资源和需要等条件的限制 • 随着发展中国家的兴起,随着工业先进国 家废钢的日益增多,随着较薄板坯的铸造 技术的提高,中小型企业板带钢生产的方 法又将日益得到重视和发展 不利的 一面
内孝古科私大半 叠轧薄板生产示意图 3 1、轧辊2、单张轧件3、叠轧轧件
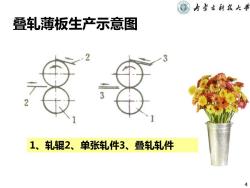
4 叠轧薄板生产示意图 1、轧辊2、单张轧件3、叠轧轧件

最古老的 科核大学 叠轧薄板生产 热轧薄板 生产方式 叠轧薄板:把数张钢板叠放在一起送进轧 辊进行轧制 优点:设备简单,投资少,生产灵活性大 能生产厚度规格范围在0.28~1.2mm之 间的薄板。除冷轧外,一般再无其它轧制 方法可以代替叠轧提供这一厚度范围的板 材 缺点:产量、质量与成材率均很低,且劳 动强度大,产品的成本也高。因此在薄板 生产的发展中,它已让位于现代的冷轧薄 板生产 5
5 叠轧薄板生产 • 叠轧薄板:把数张钢板叠放在一起送进轧 辊进行轧制 • 优点:设备简单,投资少,生产灵活性大, 能生产厚度规格范围在0.28~1.2mm之 间的薄板。除冷轧外,一般再无其它轧制 方法可以代替叠轧提供这一厚度范围的板 材 • 缺点:产量、质量与成材率均很低,且劳 动强度大,产品的成本也高。因此在薄板 生产的发展中,它已让位于现代的冷轧薄 板生产 最古老的 热轧薄板 生产方式
内孝左科极大半 叠轧薄板生产 轧制设备为单 辊驱动的二辊 不可逆式轧机 特点:设备简易,只传动下轧辊,而 上轧辊则靠下轧辊摩擦带动,因此 不需要配备造价高而维护要求较严 的齿轮机架与上轧辊的平衡装置 所用的传动设备是带飞轮的交流电 动机,简单而经济 6
6 叠轧薄板生产 • 特点:设备简易,只传动下轧辊,而 上轧辊则靠下轧辊摩擦带动,因此 不需要配备造价高而维护要求较严 的齿轮机架与上轧辊的平衡装置, 所用的传动设备是带飞轮的交流电 动机,简单而经济 轧制设备为单 辊驱动的二辊 不可逆式轧机
内孝古科後大亲 叠轧薄板生产 工艺特点之一 采用“叠轧” ·叠轧之所以必要,是因为产品所要求的厚 度往往小于轧机反映在辊缝上的弹性变形 的数值(弹跳值)。 二辊不可逆式叠板轧机的弹跳值一般在 2.0~2.5mm左右,所以轧制厚度小于 2.0~2.5mm的产品就必须多片叠起来轧 制,否则是轧不出的。 多采用2~8片叠轧,还有用12片叠轧的
7 叠轧薄板生产 • 工艺特点之一 • 采用“叠轧” • 叠轧之所以必要,是因为产品所要求的厚 度往往小于轧机反映在辊缝上的弹性变形 的数值(弹跳值)。 • 二辊不可逆式叠板轧机的弹跳值一般在 2.0~2.5mm左右,所以轧制厚度小于 2.0~2.5mm的产品就必须多片叠起来轧 制,否则是轧不出的。 • 多采用2~8片叠轧,还有用12片叠轧的

内孝古科私大半 叠轧片数方案 。成品厚度:3.0-2.5 2.0 1.5 1.0-1.25 0.75 ● 叠轧片数:1 1-2 2-3 2-4 3-4 成品厚度: 0.6-0.50.35-0.5 <0.35 。叠轧片数:4-6 6 8-12 8
8 叠轧片数方案 • 成品厚度: 3.0-2.5 2.0 1.5 1.0-1.25 0.75 • 叠轧片数: 1 1-2 2-3 2-4 3-4 • 成品厚度: 0.6-0.5 0.35-0.5 <0.35 • 叠轧片数: 4-6 6 8-12
内孝左科後大半 叠轧薄板生产 采用白泥等涂料 以防止粘结 叠板剥离工序迄今尚未能完全实现 机械化,还主要依靠繁重的体力劳 动。叠轧薄板生产方式的弱点,在 这方面也突出地表现出来。 轧制工艺的特点之二 经常需要回炉再加热由于轧件开轧 温度低而单位面积的散热面积又大 温度下降很快,故产品在一般情况 下难以一火轧成 9
9 叠轧薄板生产 • 叠板剥离工序迄今尚未能完全实现 机械化,还主要依靠繁重的体力劳 动。叠轧薄板生产方式的弱点,在 这方面也突出地表现出来。 • 轧制工艺的特点之二 • 经常需要回炉再加热由于轧件开轧 温度低而单位面积的散热面积又大, 温度下降很快,故产品在一般情况 下难以一火轧成 采用白泥等涂料 以防止粘结
内孝古科後大亲 叠轧薄板生产 轧制工艺的特点之三 采用热辊轧制 为了防止轧件冷却过快,轧辊不用水冷 辊身中部、温度高达400~500℃。 由此带来的后果之一便是辊颈的润滑必须 采用熔点及闪点均较高的润滑油,常用的 是经过特制的石油沥青,使劳动条件与环 境卫生恶化。 10
10 叠轧薄板生产 • 轧制工艺的特点之三 • 采用热辊轧制 • 为了防止轧件冷却过快,轧辊不用水冷。 辊身中部、温度高达400~500℃。 • 由此带来的后果之一便是辊颈的润滑必须 采用熔点及闪点均较高的润滑油,常用的 是经过特制的石油沥青,使劳动条件与环 境卫生恶化
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt
- 安徽大学:《当代媒介素养》课程教学资源(教材讲义)媒介素养概论(共九章,著:刘勇).pdf
- 《当代媒介素养》课程教学课件(PPT讲稿)第一章 绪论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第七章 大众传媒的运行体制.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第三章 新闻评论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第九章 媒介对人的影响.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第二章 新闻.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第五章 广告.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第八章 受众.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第六章 大众传播媒介.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第十章 媒介素养教育.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第四章 娱乐.ppt
- 《冶金原理》实验课程教学大纲.doc
- 《冶金原理》课程教学大纲 Metallurgical Principle.doc
- 《钢铁冶金原理》课程授课教案(讲稿)08 钢液的二次精炼反应.doc
- 《钢铁冶金原理》课程授课教案(讲稿)05 化合物的形成.doc