《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制)

第五章毛管轧制
第五章 毛管轧制
毛管轧制 管坯穿孔
毛管轧制 管坯穿孔
毛管轧制:热轧无缝钢管的主要变形工序 1. 减壁:使毛管壁厚接近达到成品管壁厚,S; 2. 减径:减少外径D↓; 3. 消除毛管的纵向壁厚不均、提高荒管内外表面质量、 控制荒管外径和真圆度。 轧管方法如下图所示: 其中斜轧法轧管的工艺设备和变形基本上与斜轧穿 孔延伸相似,故本章主要讨论毛管纵轧
毛管轧制:热轧无缝钢管的主要变形工序 1. 减壁:使毛管壁厚接近/达到成品管壁厚,S↓; 2. 减径:减少外径D↓; 3. 消除毛管的纵向壁厚不均、提高荒管内外表面质量、 控制荒管外径和真圆度。 ➢ 轧管方法如下图所示: • 其中斜轧法轧管的工艺设备和变形基本上与斜轧穿 孔/延伸相似,故本章主要讨论毛管纵轧
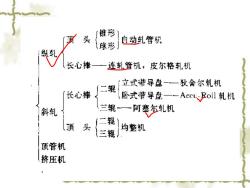
锥形 头 球形 自动轧管机 长心棒一 连管机,皮尔格轧机 立式带导盘一一狄舍尔轧机 二辊 长心棒 卧式带导盘一-AccL Roil轧机 斜轧 三辊一阿塞交轧机 顶 头 二辊 三粮 均整机 顶管机 挤压机
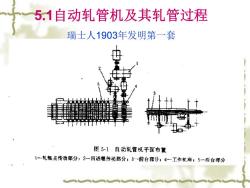
5.1自动轧管机及其轧管过程 瑞士人1903年发明第一套 4 图5-1自动轧管机平面布置 1一轧辊主传动邵分,2一回送根传动部分,3一前台部分:4~工作机座:5一后台部分
5.1自动轧管机及其轧管过程 瑞士人1903年发明第一套
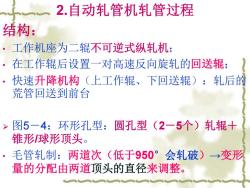
2.自动轧管机轧管过程 结构 ·工作机座为二辊不可逆式纵轧机; 在工作辊后设置一对高速反向旋轧的回送辊; 快速升降机构(上工作辊、下回送辊):轧后的 荒管回送到前台 图5一4: 环形孔型:圆孔型(2一5个)轧辊十 锥形球形顶头 毛管轧制:两道次(低于950°会轧破)→变形 量的分配由两道顶头的直径来调整
2.自动轧管机轧管过程 结构: • 工作机座为二辊不可逆式纵轧机; • 在工作辊后设置一对高速反向旋轧的回送辊; • 快速升降机构(上工作辊、下回送辊):轧后的 荒管回送到前台 ➢ 图5-4:环形孔型:圆孔型(2-5个)轧辊+ 锥形/球形顶头。 • 毛管轧制:两道次(低于950°会轧破)→变形 量的分配由两道顶头的直径来调整
自动轧管机轧管过程 ,过程:第一道后→快速提升上工作辊:打开孔型 →快速提升下回送辊(40一80mm ) 夹持轧后荒管,将其快速回送到轧管机前台,并翻转 90°→工作辊恢复到原位,回送辊恢复到打开位置→第 二道轧制→再回送到前台→翻料装置移出轧制线→均整 第二道次作用:消除第一道次的壁厚不均,特别是辊缝 部位,需要翻钢再轧, 还有就是消除螺旋 。第一道:1.3一1.8;第二道:1.05-1.25
自动轧管机轧管过程 • 过程:第一道后→快速提升上工作辊:打开孔型 →快速提升下回送辊(40-80mm): 夹持轧后荒管,将其快速回送到轧管机前台,并翻转 90° →工作辊恢复到原位,回送辊恢复到打开位置→第 二道轧制→再回送到前台→翻料装置移出轧制线→均整 • 第二道次作用:消除第一道次的壁厚不均,特别是辊缝 部位,需要翻钢再轧,还有就是消除螺旋 。 • 第一道:1.3-1.8;第二道:1.05-1.25
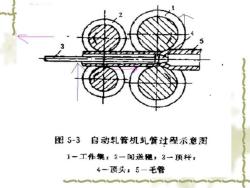
图5-3 自动轧管机丸信过程示意图 1一工作槐,2一间送提:3一顶杆: 4一顶头多5一毛管
L 0
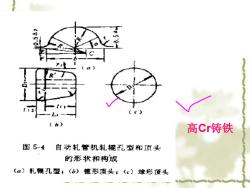
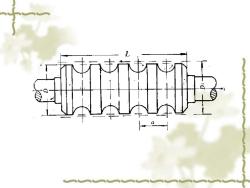
高Cr铸铁 图5-4 自动轧管机轧辊孔型和顶头 的形状和构成 (a) 乳混孔型,〔b》锥形顶头:(x)球形顶头
高Cr铸铁
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(国内外钢轨车间介绍).ppt
- 《轧钢生产工艺》课程教学资源(作业习题)型线材习题(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)钢管生产习题集(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)板带材生产工艺(无答案).doc
- 《材料成型及控制工程课程论文》课程教学大纲 Course Paper of Metal Forming.doc
- 材料成型及控制专业《生产实习》课程教学大纲Production Practice.doc
- 《轧钢生产工艺》课程实验教学大纲(材料综合实验).doc
- 《轧钢生产工艺》课程教学大纲 Rolling steel production process.doc
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt
- 安徽大学:《当代媒介素养》课程教学资源(教材讲义)媒介素养概论(共九章,著:刘勇).pdf
- 《当代媒介素养》课程教学课件(PPT讲稿)第一章 绪论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第七章 大众传媒的运行体制.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第三章 新闻评论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第九章 媒介对人的影响.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第二章 新闻.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第五章 广告.ppt