《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述
钢管冷加工生产概述 一、钢管冷加工方法: 冷轧、冷拔、冷张力减径和旋压(属于冷轧) 冷加工特点:精密、薄壁、极细管。 1. 精密:尺寸精度高,表面光洁度好; 2. 薄壁:0.050.01毫米; 3. 极细:直径达0.10.3毫米。 如:喷气发动机用2.032*0.38mm高强耐热管、 4.763-31.75*0.559-1.626mm的不诱钢管。这些 规格的管是热轧法无法生产的,因此冷加工更能 活应工亚及科学技宋飞速发展的某些特殊需要 。 2025/4/23
2025/4/23 1 钢管冷加工生产概述 一、钢管冷加工方法: • 冷轧、冷拔、冷张力减径和旋压(属于冷轧) ➢ 冷加工特点:精密、薄壁、极细管。 1. 精密:尺寸精度高,表面光洁度好; 2. 薄壁:0.05~0.01毫米; 3. 极细:直径达0.1~0.3毫米。 如:喷气发动机用2.032*0.38mm高强耐热管、 4.763-31.75*0.559-1.626mm的不诱钢管。这些 规格的管是热轧法无法生产的,因此冷加工更能 活应工业及科学技术飞速发展的某些特殊需要
1.冷轧:二/多辊周期式冷轧机(机架往复),钢管在变 断面圆孔槽和不动芯棒所组成的环形孔型中轧制。 。特点: 减壁能力强,一道次减壁75~85%,减径65%,变形条 件好,可显著地改善材料性能、尺寸精度和表面质量。 ·可生产高合金钢及低塑性钢,生产率低、设备复杂。 ·生产异型管、变断面管。 2025/4/23 2
2025/4/23 2 1.冷轧:二/多辊周期式冷轧机(机架往复),钢管在变 断面圆孔槽和不动芯棒所组成的环形孔型中轧制。 • 特点: • 减壁能力强,一道次减壁75~85%,减径65%,变形条 件好,可显著地改善材料性能、尺寸精度和表面质量。 • 可生产高合金钢及低塑性钢,生产率低、设备复杂。 • 生产异型管、变断面管
上G型 二二 tb】 LD型 冷轧:LG(二辊)、LD(多辊) 2025/4/23 3
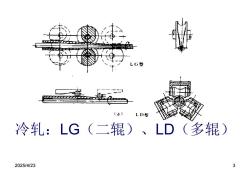
2025/4/23 3 冷轧:LG(二辊)、LD(多辊)
2.冷拔:毛细管、小直径厚壁管、部分异型钢管。 特点: ·通常在0.5~100T的单链式或双链式冷拔机上进 行。 道次断面收缩率不大于40%,多道次循环生产 (3-5个)。 。 生产灵活性大,产品规格广。 产品D=0.2~765毫米,s=0.015~50毫米。 但辅助设备多,厂房大,金属消耗(切头、氧化 皮)大,工具简单。 2025/4/23 4
2025/4/23 4 2.冷拔:毛细管、小直径厚壁管、部分异型钢管。 特点: • 通常在0.5~100T的单链式或双链式冷拔机上进 行。 • 道次断面收缩率不大于40%,多道次循环生产 (3-5个)。 • 生产灵活性大,产品规格广。 • 产品D=0.2~765毫米,s=0.015~50毫米。 • 但辅助设备多,厂房大,金属消耗(切头、氧化 皮)大,工具简单
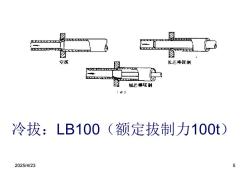
空拔 长芯棒拨制 短芯棒线制 冷拔:LB100(额定拔制力100t) 2025/4/23 5
2025/4/23 5 冷拔:LB100(额定拔制力100t)
3.冷张力减径:与电焊管连用,增加电焊机组产量品种规 格。 4.旋压(横轧):大直径、高精度薄壁管、变断面冷轧管 ·生产效率低、成本高,主要用于生产大口径 0=200~4500mm薄壁管,壁厚比D/s可达2000以上,s最 小0.04mm。 2025/4/23 6
2025/4/23 6 3.冷张力减径:与电焊管连用,增加电焊机组产量品种规 格。 4.旋压(横轧):大直径、高精度薄壁管、变断面冷轧管。 • 生产效率低、成本高,主要用于生产大口径 φ=200~4500mm薄壁管,壁厚比D/s可达2000以上,s最 小0.04㎜
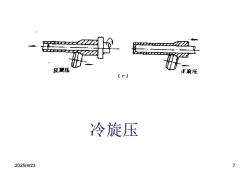
反装压 正策压 (c) 冷旋压 2025/4/23 7
2025/4/23 7 冷旋压
二、旋压:新的压力加工方法(强力旋压) 定义:把空心管坯套在芯棒上,芯棒和管坯一起 旋转,进到几个(一般二或三个)锥形辊组成的 变形区中,轧辊被动旋转,在芯棒和轧辊间隙中 管坯被辗轧成所需厚度。 特点:管壁的压下构成了在变形区中横向辗轧和 纵向辗轧。 2025/4/23 8
2025/4/23 8 二、旋压:新的压力加工方法(强力旋压) • 定义:把空心管坯套在芯棒上,芯棒和管坯一起 旋转,进到几个(一般二或三个)锥形辊组成的 变形区中,轧辊被动旋转,在芯棒和轧辊间隙中 管坯被辗轧成所需厚度。 • 特点:管壁的压下构成了在变形区中横向辗轧和 纵向辗轧
旋压是五十年代发展起来的,专用于轧制大直径精 密(超)薄壁钢管;七十年代初,此法正式被列为 冷加工钢管的一种方法。 当时应军事工业需求,由美国海军部、航天局提出 要大直径薄壁高精度钢管。起初用周期式冷轧,后 来旋压生产这种工艺的出现开辟了薄壁壳体生产的 新途径。对军事航天工业起到了巨大推动作用。 如:重型轰炸机螺旋推进器外壳、导弹壳体、火箭 发动机鼻推等。 2025/4/23 9
2025/4/23 9 • 旋压是五十年代发展起来的,专用于轧制大直径精 密(超)薄壁钢管;七十年代初,此法正式被列为 冷加工钢管的一种方法。 • 当时应军事工业需求,由美国海军部、航天局提出 要大直径薄壁高精度钢管。起初用周期式冷轧,后 来旋压生产这种工艺的出现开辟了薄壁壳体生产的 新途径。对军事航天工业起到了巨大推动作用。 • 如:重型轰炸机螺旋推进器外壳、导弹壳体、火箭 发动机鼻推等
旋压钢管的特点: (1)金属集中变形,变形区小,单位应力大,总接触面积小。 (2)产品规格灵活,工具制造简单。 (3)产品精度高。 (4)改善了金属组织,提高了机械性能。 (5)坯料广泛,焊管、热轧(冷拔)无缝钢管坯、离心铸造 管坯、锻造管坯。 (6)缺点:生产率低。 ·小吨位设备加工各材质的大产品,引起压力加工者极大兴趣。 2025/4/23 10
2025/4/23 10 旋压钢管的特点: (1)金属集中变形,变形区小,单位应力大,总接触面积小。 (2) 产品规格灵活,工具制造简单。 (3) 产品精度高。 (4) 改善了金属组织,提高了机械性能。 (5)坯料广泛,焊管、热轧(冷拔)无缝钢管坯、离心铸造 管坯、锻造管坯。 (6) 缺点:生产率低。 • 小吨位设备加工各材质的大产品,引起压力加工者极大兴趣
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(国内外钢轨车间介绍).ppt
- 《轧钢生产工艺》课程教学资源(作业习题)型线材习题(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)钢管生产习题集(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)板带材生产工艺(无答案).doc
- 《材料成型及控制工程课程论文》课程教学大纲 Course Paper of Metal Forming.doc
- 材料成型及控制专业《生产实习》课程教学大纲Production Practice.doc
- 《轧钢生产工艺》课程实验教学大纲(材料综合实验).doc
- 《轧钢生产工艺》课程教学大纲 Rolling steel production process.doc
- 《合金熔炼与质量控制》课程教学资源(文献资料)压铸合金的熔炼.doc
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)07 地应力测量.pdf
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt
- 安徽大学:《当代媒介素养》课程教学资源(教材讲义)媒介素养概论(共九章,著:刘勇).pdf
- 《当代媒介素养》课程教学课件(PPT讲稿)第一章 绪论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第七章 大众传媒的运行体制.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第三章 新闻评论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第九章 媒介对人的影响.ppt