《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统)
轨梁生产 钢轨生产工艺 钢轨孔型系统 口 1
1 轨梁生产 钢轨生产工艺 钢轨孔型系统
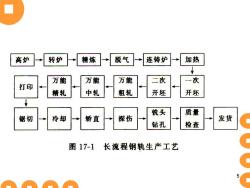
钢轨生产工艺 ◆ 长流程工艺和短流程工艺 长流程工艺:以矿石为原料,经高炉、转炉冶炼 再经炉外精炼和真空脱气处理,有效控制成分和有 害气体后,经连铸机铸成一定尺寸的钢坯,这些钢 坯在步进式炉内加热到轧制温度后,被送到开坯机 进行开坯形成钢轨雏形,然后在万能粗轧机组进行 可逆多道次粗轧,最后在万能精轧机上轧出成品。 成品钢轨在热状态下由热锯切成定尺后,送步进式 冷床上冷却,然后送到中间仓库堆垛等待加工
2 钢轨生产工艺 长流程工艺和短流程工艺 长流程工艺:以矿石为原料,经高炉、转炉冶炼, 再经炉外精炼和真空脱气处理,有效控制成分和有 害气体后,经连铸机铸成一定尺寸的钢坯,这些钢 坯在步进式炉内加热到轧制温度后,被送到开坯机 进行开坯形成钢轨雏形,然后在万能粗轧机组进行 可逆多道次粗轧,最后在万能精轧机上轧出成品。 成品钢轨在热状态下由热锯切成定尺后,送步进式 冷床上冷却,然后送到中间仓库堆垛等待加工
铣头、钻眼和端头淬火 铣头:通过专用铣床将头部铣平,并且达到所要求长度的公 差范围,在铣头之前经过长度测量,若长度较大,可通过冷 锯锯切后再铣端面,以提高铣端面的效率。 钻眼:为了在使用时用鱼尾板进行钢轨之间的连接。也是在 专用机床上进行,并实现钻眼后倒棱,提高了钻眼的质量。 ◆ 轨端淬火:为了提高端头的耐冲击性,以延长使用寿命,轨 瑞淬火采用中频感应加热,然后喷水冷却,自身回火。表面 形成回火马氏体组织,而下层为屈氏体,索氏体,提高了轨 端的耐磨性和强韧性。 3
3 铣头、钻眼和端头淬火 铣头:通过专用铣床将头部铣平,并且达到所要求长度的公 差范围,在铣头之前经过长度测量,若长度较大,可通过冷 锯锯切后再铣端面,以提高铣端面的效率。 钻眼:为了在使用时用鱼尾板进行钢轨之间的连接。也是在 专用机床上进行,并实现钻眼后倒棱,提高了钻眼的质量。 轨端淬火:为了提高端头的耐冲击性,以延长使用寿命,轨 瑞淬火采用中频感应加热,然后喷水冷却,自身回火。表面 形成回火马氏体组织,而下层为屈氏体,索氏体,提高了轨 端的耐磨性和强韧性
消除重轨在冷却过程中产生白点的方法 缓冷 :将钢轨冷却温度不低于500℃时,将钢轨从 冷床上吊入缓冷坑,然后加盖缓慢冷却,一般缓冷 时间约为5.~6h.,然后揭盖自然冷却1.5h左右后出 坑。白点这种缺陷是由子钢中的富气在冷却过程聚 形成微尔裂纹,这种缺陷对钢的使用影响痕天 由宇微小裂纹的扩展造成钢轨断裂。 等温处理:即将冷却至500℃左右的重轨装入链式 等温炉,进行等温处理,在550~600°℃下保持2~ 3h,使氢充分扩散,而不形成白点。如果采用低氢, 治炼的重轨钢,由子不含氢气,也可不必采用缓冷
4 消除重轨在冷却过程中产生白点的方法 缓冷:将钢轨冷却温度不低于500℃时,将钢轨从 冷床上吊入缓冷坑,然后加盖缓慢冷却,一般缓冷 时间约为5~6h,然后揭盖自然冷却1.5h左右后出 坑。白点这种缺陷是由于钢中的氢气在冷却过程聚 结形成微小裂纹,这种缺陷对钢轨的使用影响很大, 会由于微小裂纹的扩展造成钢轨断裂。 等温处理:即将冷却至500℃左右的重轨装入链式 等温炉,进行等温处理,在550~600℃下保持2~ 3h,使氢充分扩散,而不形成白点。如果采用低氢 冶炼的重轨钢,由于不含氢气,也可不必采用缓冷
高炉 转炉 精炼 脱气 连铸炉 加热 万能 万能 万能 二次 一次 打印 精轧 中轧 粗轧 开坯 开坯 铣头 质量 锯切 冷却 娇直 探伤 发货 钻孔 检查 图17-1 长流程钢轨生产工艺 5
5
短流程工艺 ◆ 短流程艺:以废钢为主要原料,经电炉粗 炼、LF炉精炼、VD炉脱气后送连铸机铸成所 需尺寸的钢坯。其后部工艺与长流程相同。 6
6 短流程工艺 短流程工艺:以废钢为主要原料,经电炉粗 炼、LF炉精炼、VD炉脱气后送连铸机铸成所 需尺寸的钢坯。其后部工艺与长流程相同

一次 电炉 LF炉 VD炉→ 连铸 缓冷 开坯 万能 万能 万能 二次 锯切 打印 精轧 中轧 粗轧 开坯 铣头 质量 冷却 矫直 探伤 发货 钻孔 检查 图17-2 短流程钢轨生产工艺 7
7
两种工艺的比较 相同工序:精炼、脱气、连铸、万能轧制等 这些正是现代钢轨生产工艺的主要特征。它 体现了钢轨生产“三精的基本要求,即精 炼,精轧、精整。它所生产的钢轨不仅具有 精确的断面尺寸,而且具有良好的内在质量。 传统模铸加普通孔型法轧制红艺根本无法比 拟。 8
8 两种工艺的比较 相同工序:精炼、脱气、连铸、万能轧制等, 这些正是现代钢轨生产工艺的主要特征。它 体现了钢轨生产“三精”的基本要求,即精 炼,精轧、精整。它所生产的钢轨不仅具有 精确的断面尺寸,而且具有良好的内在质量。 传统模铸加普通孔型法轧制工艺根本无法比 拟
随着连铸技术的进步,检测技术和自动化控 制技术的结合。 ◆钢轨生产的最佳工艺 ◆采用连铸异型坯,直接送万能轧机轧制,长 尺冷却、长尺矫直,采用自动化在线检测(检 查中心)等项技术,流程更短,收得率更高。 9
9 随着连铸技术的进步,检测技术和自动化控 制技术的结合。 钢轨生产的最佳工艺: 采用连铸异型坯,直接送万能轧机轧制,长 尺冷却、长尺矫直,采用自动化在线检测(检 查中心)等项技术,流程更短,收得率更高
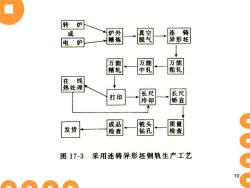
转 炉 或 炉外 真空 连俦 电 炉 精炼 脱气 异形坯 万能 万能 万能 精轧 中轧 粗轧 在线 热处理 打印 长尺 长尺 冷却 矫直 成品 酰头 质量 发货 检查 钻孔 检查 图17-3 采用连铸异形坯钢轨生产工艺 10
10
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(国内外钢轨车间介绍).ppt
- 《轧钢生产工艺》课程教学资源(作业习题)型线材习题(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)钢管生产习题集(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)板带材生产工艺(无答案).doc
- 《材料成型及控制工程课程论文》课程教学大纲 Course Paper of Metal Forming.doc
- 材料成型及控制专业《生产实习》课程教学大纲Production Practice.doc
- 《轧钢生产工艺》课程实验教学大纲(材料综合实验).doc
- 《轧钢生产工艺》课程教学大纲 Rolling steel production process.doc
- 《合金熔炼与质量控制》课程教学资源(文献资料)压铸合金的熔炼.doc
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)07 地应力测量.pdf
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)06 地下硐室围岩应力计算及稳定性分析.pdf
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)05 岩体力学性质(5.5).pdf
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)05 岩体力学性质(5.1-5.4).pdf
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)04 岩石物理力学性质.pdf
- 安徽理工大学:《矿山岩体力学》课程教学课件(讲义)03 弹性力学理论方法.pdf
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt