《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)06 定径与减径
第六章定径与减径
第六章 定径与减径
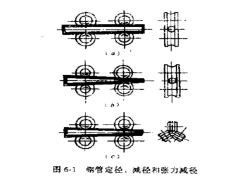
图6-1 绑管定径、减径利排张力减径
> 定径减径:消除外径不一现象,提高外径精度和真 圆度,是空心体不带心棒的连轧。 > 方法:纵轧(广泛)、斜轧 1.定径:工作机架3一12架。 2.减径:可能增壁,机架数日9一24架。 3.张力减径:减径同时减壁,机架数目12一28架
➢ 定径/减径:消除外径不一现象,提高外径精度和真 圆度,是空心体不带心棒的连轧。 ➢ 方法:纵轧(广泛)、斜轧 1. 定径:工作机架3-12架。 2. 减径:可能增壁,机架数目9-24架。 3. 张力减径:减径同时减壁,机架数目12-28架
2.壁厚变化分布规律 横向变化不均: 1.定径:壁厚↑ I-I断面:向内增厚; Ⅲ一Ⅲ断面:向两侧增厚; Ⅱ一Π断面:介于 ● 不均,从孔型顶部到辊缝处逐渐增大! 2.张力减径:壁厚 顶部接触弧长最大,摩擦力最大,延伸最大, 减壁最大→壁厚从顶部到辊缝逐渐变大
2.壁厚变化分布规律 • 横向变化不均: 1.定径:壁厚↑ Ⅰ-Ⅰ断面:向内增厚; Ⅲ-Ⅲ断面:向两侧增厚; Ⅱ-Ⅱ断面:介于 • 不均,从孔型顶部到辊缝处逐渐增大! 2.张力减径:壁厚↓ • 顶部接触弧长最大,摩擦力最大,延伸最大, 减壁最大→壁厚从顶部到辊缝逐渐变大
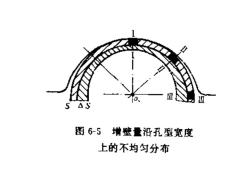
业 证 5ǜS 图6-5增壁量沿孔型宽度 上的不均匀分布
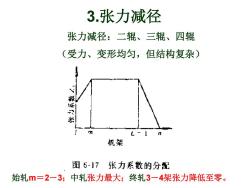
3.张力减径 张力减径:二辊、三辊、四辊 (受力、变形均匀,但结构复杂) 机架 图6-]7 张力系数的分配 始轧m=2一3;中轧张力最大;终轧3一4架张力降低至零
始轧m=2-3;中轧张力最大;终轧3-4架张力降低至零。 3.张力减径 张力减径:二辊、三辊、四辊 (受力、变形均匀,但结构复杂)
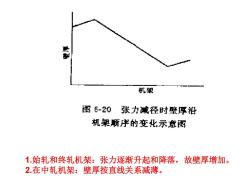
机架 图6-20 张力减径时壁厚沿 机架质序的变化示意图 1.始轧和终轧机架:张力逐渐升起和降落,故壁厚增加。 2.在中轧机架:壁厚按直线关系减薄
1.始轧和终轧机架:张力逐渐升起和降落,故壁厚增加。 2.在中轧机架:壁厚按直线关系减薄
张力减径管端增厚 重要缺点! 原因: 前端:张力建立;后端:张力消失→不稳定 前后端张力小于中部→前后端厚→切除! 减小措施: 1. 个单机架减径率、↑SD、仟、↑Dg、↑管长、总 变形量↓、轧速↓、机架间距↓。 2. 端厚电控技术:调整V辊→前后端张力↑。 3.无头张力减径:理想
张力减径管端增厚 • 重要缺点! • 原因: • 前端:张力建立;后端:张力消失→不稳定→ 前后端张力小于中部→前后端厚→切除! • 减小措施: 1. ↑单机架减径率、 ↑S/D、 ↑f、 ↑Dg、↑管长、 总 变形量↓、轧速↓ 、机架间距↓。 2. 端厚电控技术:调整V辊→前后端张力↑。 3. 无头张力减径:理想
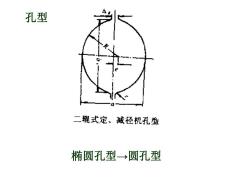
孔型 二辊式定、减径机孔型 椭圆孔型→圆孔型
椭圆孔型→圆孔型 孔型
第七章钢管的冷却与精整 1.冷却 >定义:把定径/减径后钢管温度由700一900℃在冷 床上冷至100℃的过程 >冷床型式:链式、步进式、螺旋式。 。 链式:链条错位易使钢管弯曲,也不能自由收集钢 管,少采用。 ·步进式:结构简单,常用。 ·螺旋式:旋转前进,可能存在滑动,但仍较优越。 >步进式、螺旋式:弯曲度≤士1.6mm/m
第七章 钢管的冷却与精整 1.冷却 ➢ 定义:把定径/减径后钢管温度由700-900℃在冷 床上冷至100 ℃的过程。 ➢ 冷床型式:链式、步进式、螺旋式。 • 链式:链条错位易使钢管弯曲,也不能自由收集钢 管,少采用。 • 步进式:结构简单,常用。 • 螺旋式:旋转前进,可能存在滑动,但仍较优越。 ➢ 步进式、螺旋式:弯曲度≤±1.6mm/m
按次数下载不扣除下载券;
注册用户24小时内重复下载只扣除一次;
顺序:VIP每日次数-->可用次数-->下载券;
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)05 轧管(毛管轧制).ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)04 管坯穿孔.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)09 钢管冷加工生产概述.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)08 轧制表、焊管.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)00 钢管生产工艺及原理绪论.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)冷弯型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢梁生产(H型钢生产、国内外H型钢生产工艺及设备概况、焊接H型钢生产).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(钢轨生产工艺、钢轨孔型系统).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(轨梁生产概述、钢轨的诞生与发展).ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)线材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)小型型钢及棒材生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)型钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)钢坯生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(型线生产工艺)轨梁生产(国内外钢轨车间介绍).ppt
- 《轧钢生产工艺》课程教学资源(作业习题)型线材习题(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)钢管生产习题集(无答案).doc
- 《轧钢生产工艺》课程教学资源(作业习题)板带材生产工艺(无答案).doc
- 《材料成型及控制工程课程论文》课程教学大纲 Course Paper of Metal Forming.doc
- 材料成型及控制专业《生产实习》课程教学大纲Production Practice.doc
- 《轧钢生产工艺》课程实验教学大纲(材料综合实验).doc
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)01 钢管生产概论.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)02 热轧钢管生产工艺过程.ppt
- 《轧钢生产工艺》课程PPT教学课件(钢管生产工艺)03 管坯及管坯加热.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材生产概述(内蒙古科技大学).ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)板带材高精度轧制和板形控制.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)辊型设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中小型企业薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧薄板带钢生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热连轧带钢轧制规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚板压下规程设计.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)中厚钢板生产.ppt
- 《轧钢生产工艺》课程PPT教学课件(板带生产工艺)热轧中厚钢板生产工艺.ppt
- 安徽大学:《当代媒介素养》课程教学资源(教材讲义)媒介素养概论(共九章,著:刘勇).pdf
- 《当代媒介素养》课程教学课件(PPT讲稿)第一章 绪论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第七章 大众传媒的运行体制.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第三章 新闻评论.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第九章 媒介对人的影响.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第二章 新闻.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第五章 广告.ppt
- 《当代媒介素养》课程教学课件(PPT讲稿)第八章 受众.ppt